焊接在太阳能热水器水箱内胆制造中的应用
来源:太阳能工程
0 前言
目前,市场上销售的太阳能热水器主要分为非承压式和承压式两种,非承压式太阳能热水器以玻璃真空管太阳能热水器为主,其热水器水箱内胆的种类主要有不锈钢焊接内胆和刚刚开发的塑料内胆。而承压式太阳能热水器的水箱内胆主要是不锈钢焊接内胆和碳钢焊接后搪瓷内胆两种类型。不同类型的太阳能热水器水箱内胆制造方式也不同,塑料水箱内胆的制造工艺属于塑料热熔工艺,在这里不做介绍;而不锈钢水箱内胆和碳钢搪瓷水箱内胆主要制造方式是焊接,但各种水箱内胆的焊接方法又有多种,本文主要针对太阳能热水器不锈钢水箱内胆和碳钢焊后搪瓷水箱内胆的焊接方法分别加以介绍。
1 承压式太阳能热水器水箱内胆的焊接方法介绍承压式太阳能热水器储水箱内胆材质是碳钢(Q235A等),碳钢板规格为厚度2mm,属于薄板的焊接。考虑到效率及成本等因素,承压式太阳能热水器储水箱内胆的焊接采用多为CO2气体保护焊,其纵缝坡口形式为I型对接坡口,环峰为带衬垫I型对接坡口。
2 非承压式太阳能热水器水箱内胆的主要焊接方法普通太阳能热水器(即玻璃真空管太阳能热水器)的储水箱内胆材质为奥氏体不锈钢,进口材质多为日本牌号SUS304,国内相应钢材牌号为1Cr18Ni9Ti,厚度为0.5~0.6mm。属于奥氏体不锈钢薄板。奥氏体不锈钢薄板比较常见的焊接方法是手工氩弧焊、自动钨极氩弧焊、等离子弧焊和 阻焊等,下面就每种焊接方法的应用场合及焊缝接头形式加以介绍。
2.1手工氩弧焊
手工氩弧焊主要应用于热水器水箱内胆的环缝焊接,因其焊接质量受焊工技术水平影响较大,同时由于成本和效率问题,现在的太阳能热水器水箱内胆焊接已经很少采用此方法;因板材比较薄其焊缝的接头形式一般为卷边接头。
2.2自动钨极氩弧焊
自动钨极氩弧焊主要应用于热水器水箱纵缝的焊接,因其对焊缝的间隙及其焊缝坡口的清洁度、下料质量(坡口边是否有飞边毛刺等)要求非常严格,所以对上道工序以及不锈钢薄板下料设备的精度要求特别高,此焊接方法一次合格率不太高,在实际中很少使用此种方法焊接水箱内胆。自动钨极氩弧焊接焊缝的接头形式一般为对接接头。
2.3等离子弧焊
等离子弧焊主要应用也是热水器水箱内胆的纵缝焊接,因等离子设备昂贵,对板材下料质量以及坡口间隙等要求也特别高,焊接质量也很难得到保证,此方法热水器水箱焊接方法中实际上也很少采用;等离子弧焊接其焊缝的接头形式一般为对接接头。
2.4电阻缝焊
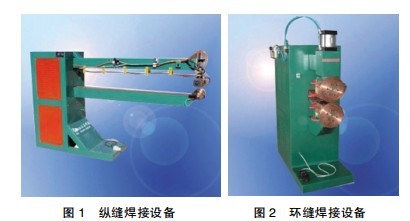
电阻缝焊主要应用在热水器水箱的纵缝和环缝的焊接,也是现在太阳能热水器行业应用最广泛的焊接方法;电阻缝焊接的焊缝接头形式分别为搭接接头和卷边接头两种,纵缝焊接设备见图1,环缝焊接设备见图2。
3 太阳能热水器焊接发展趋势
以上仅为太阳能热水器水箱内胆的焊接方法,但是在现在工业中,太阳能热水器的焊接工艺涉及到多个方面,如用于生产太阳能集热器的焊接工艺,现比较普遍的是超声波焊接,我国南方已经有多家生产太阳能热水器专用的超声波焊机,如太阳能集热板焊接机、太阳能集热片焊接机、太阳能集热管滚动焊接机、集热器超声波金属焊接机、平板集热器超声波接机等设备。纵观我国太阳能热利用产业发展现状,随着技术的进步,太阳能热水器的制造焊接工艺将向集成化、自动化及焊接专机方向发展。图3为成都焊接科技公司研制的太阳能热水器水箱内胆集成化、自动化、焊接专用机械。







